
Page 51 - bantsan_catalogue
P. 51
TECHNICAL ADVICES
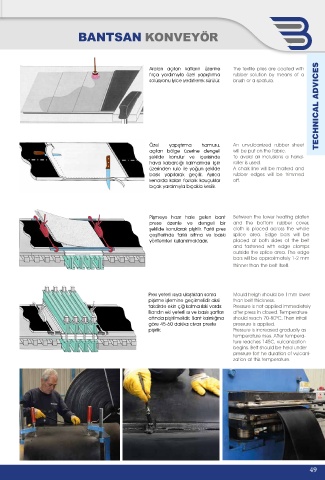
Araları açılan katların üzerine The textile plies are coated with
fırça yardımıyla özel yapıştırma rubber solution by means of a
solüsyonu iyice yedirilerek sürülür. brush or a spatula.
Özel yapıştırma hamuru, An unvulcanized rubber sheet
açılan bölge üzerine dengeli will be put on the fabric.
şekilde konulur ve içerisinde To avoid air inclusions a hand-
hava kabarcığı kalmaması için roller is used.
üzerinden rulo ile yoğun şekilde A chalk line will be marked and
baskı yapılarak geçilir. Ayrıca rubber edges will be trimmed
kenarda kalan fazlalık kauçuklar off.
bıçak yardımıyla bıçakla kesilir.
Pişmeye hazır hale gelen bant Between the lower heating platen
prese özenle ve dengeli bir and the bottom rubber cover,
şekilde konularak pişirilir. Farklı pres cloth is placed across the whole
çeşitlerinde farklı ısıtma ve baskı splice area. Edge bars will be
yöntemleri kullanılmaktadır. placed at both sides of the belt
and fastened with edge clamps
outside the splice area. The edge
bars will be approximately 1-2 mm
thinner than the belt itself.
Pres yeterli ısıya ulaştıktan sonra Mould heigh should be 1mm lower
pişirme işlemine geçilmelidir aksi than belt thickness.
takdirde ekin çiğ kalma riski vardır. Pressure is not applied immedietely
Bandın eki yeterli ısı ve baskı şartları after press in closed. Temperature
0
altında pişirilmelidir. Bant kalınlığına should reach 70-80 C. Then initail
göre 45-60 dakika civarı preste pressure is applied.
pişirilir. Pressure is increased gradually as
temperature rises. After tempera-
ture reaches 145C, vulcanization
begins. Belt should be held under
pressure fort he duration of vulcani-
zation at this temperature.
49